












| Modell | HB400D | |
| Maschinenkörper | X/Y-Reise | 400×300mm |
| Durchmesser des Elektrodendrahtes | φ 0,10-φ0,25 mm | |
| Drahtgeschwindigkeit | 1,18–11,8 m/s | |
| Nettogewicht / Bruttogewicht | 1900 kg/2500 kg | |
| Maschinendimension | L2020x B1700mm | |
| Werkstück | Max. Schnittstärke | 300mm |
| Max. Schneidkegel | ±10°/ 100mm | |
| Max. Werkstückgröße | 930 mm * 550 mm * 300 mm | |
| Max. Werkstückgewicht | 500 kg | |
| Arbeitsflüssigkeitstank | Genauigkeit der Filtration | 0,01 mm |
| Kapazität | 130L | |
| Arbeitsweise | Mehrfaches Filtersystem | |
| Impulsstromversorgung | Max. Schnittgeschwindigkeit | ≥300mm²/min |
| Bestes Oberflächenfinish | Ra≤0,6μm | |
| Max. Strom | 12A | |
| CNC-Stromversorgungssystem | Hardwarekonfigurationen | AC-Servosystem USB- und LAN-DatenschnittstellenVier-Achsen-Pitch-AusgleichZentrale Schmierölversorgung |
| Anschlussport | USB, LAN | |
| Programmcode | ISO-Code | |
| Achsennummern | 4-Achsen-Simultansteuerung, Pitch-Kompensation realisieren | |
| Joy-Stick | Standard | |
| Sprache | Chinesisch, Englisch, Koreanisch, Japanisch | |
| Aluminiumbearbeitung | Option | |
| Titanbearbeitung | Standard | |
| Numerische Steuerung der Z-Achse | Standard | |
| Stromversorgung | Leistung | 3~380V+10% 50±10Hz |
| Umgebungstemperatur | 10~35℃ | |
| Stromverbrauch | 1,5 KVA | |
Die zentrale Schmierung der Schrauben der Führungsschienen sorgt für eine saubere und aufgeräumte Werkstatt.

Nichtelektrolytische Hochgeschwindigkeitsleistung zur Hemmung der elektrolytischen Korrosion, zur Verhinderung der Bildung einer „erweichenden Schicht“ und zur Verbesserung der Oberflächenqualität
 |
 |

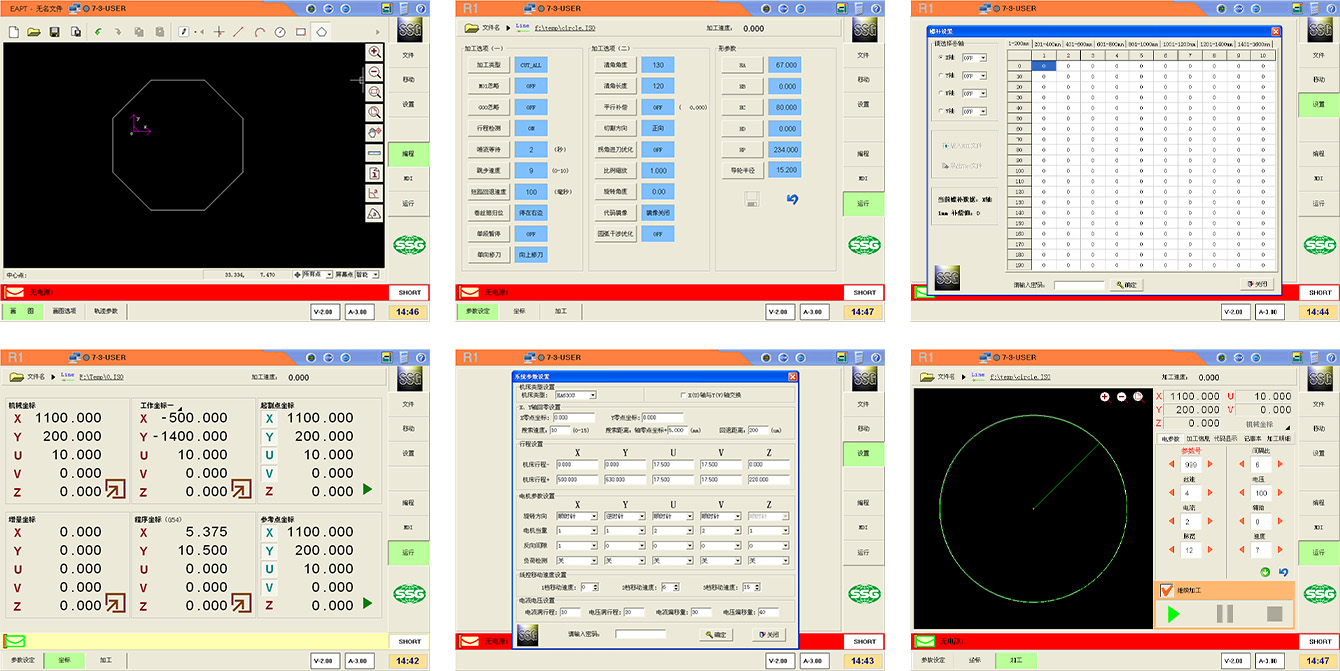
Betriebssystem
Integrierte Programmiergrafiken und automatisch erstellte Bearbeitungscodeprogramme. Die Multi-CPU-Funktion ermöglicht die gleichzeitige Bearbeitung und Programmierung.
Parallelkompensation, Freiwinkeleinstellung, Programmbild, Eckenoptimierung, Skalierung und weitere Funktionen geöffnet.
Laser-Entfernungskalibrierung und Pitch-Kompensationsdaten werden in Echtzeit angezeigt.
Mehrere Koordinatensysteme können schnell zwischen Werkstücken wechseln.
Tauschen Sie die X- und Y-Achse nach dem Zufallsprinzip aus, um unterschiedliche Bearbeitungszustände anzupassen. Stellen Sie die Bewegungsgeschwindigkeit des Kabel-Controllers frei ein.
Zeichnen Sie Informationen zur Bearbeitungsverfolgung auf, um die Bearbeitung während des unbemannten Betriebs zu überwachen und so die Sicherheit zu gewährleisten.
 HB400
HB400  HB600
HB600  HB800
HB800  LA350A
LA350A  LA500A
LA500A  LA800
LA800  EB450
EB450  EA500A
EA500A  EB650N
EB650N  DS703C
DS703C  SK450
SK450 























